English
English русский
русский Español
Español
Content
- 1 Introduction to Weighing Booths
- 2 Containment and Operator Protection
- 3 High-Efficiency Filtration System
- 4 Controlled Airflow Management
- 5 Accurate Weighing Environment
- 6 Compliance With Industry Standards
- 7 Dust and Cross-Contamination Control
- 8 Ergonomic and User-Friendly Design
- 9 Energy Efficiency and Sustainability
- 10 Monitoring and Automation Features
- 11 Conclusion
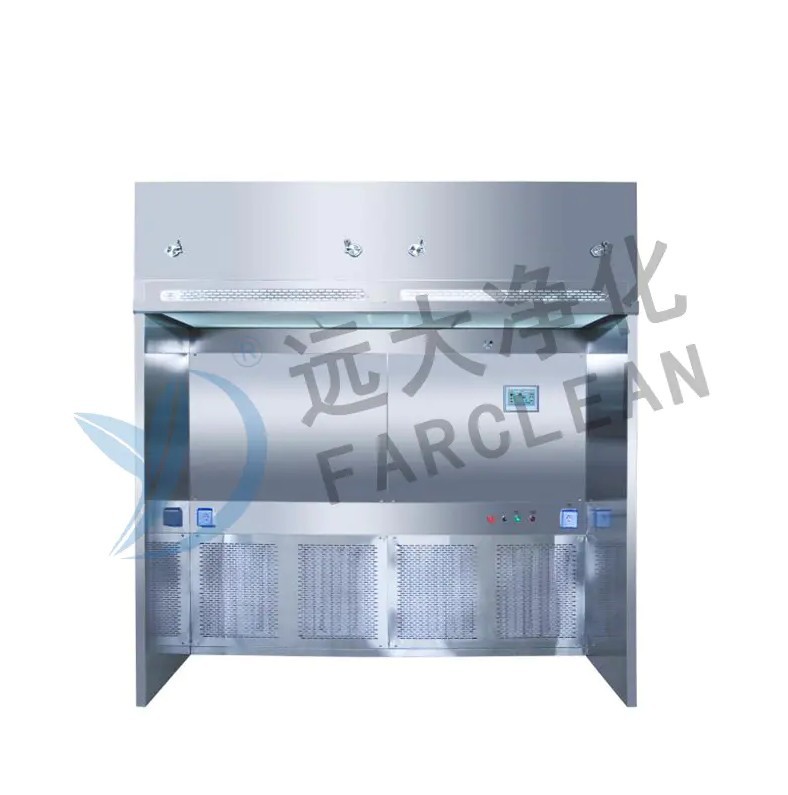
Introduction to Weighing Booths
A weighing booth is a controlled working enclosure designed to provide a clean, safe, and contamination-free environment during material weighing, dispensing, sampling, and transfer operations. These booths are widely used in pharmaceutical manufacturing, food processing, biotechnology, chemical production, laboratories, and healthcare industries where powder handling and precise measurement are critical.
The main purpose of a weighing booth is to protect both the operator and the surrounding environment from airborne particles generated during weighing activities. At the same time, the booth must prevent external contaminants from entering the working area to maintain product purity and process accuracy.
Modern weighing booths combine airflow management systems, filtration technology, ergonomic design, and environmental control features to support highly regulated industrial operations. Choosing the right weighing booth requires understanding the essential functions it should provide and how those functions contribute to operational safety, efficiency, and compliance.
Containment and Operator Protection
One of the most important functions of a weighing booth is containment. During weighing and dispensing operations, fine powders and airborne particles can become suspended in the air. Without proper containment, these particles may spread throughout the production area, creating contamination risks and potential health hazards for workers.
A properly designed weighing booth uses controlled airflow systems to capture airborne contaminants and direct them toward filtration units. Negative pressure environments are commonly used to prevent particles from escaping into adjacent areas.
Operator protection is especially important in pharmaceutical and chemical industries where exposure to hazardous powders can lead to respiratory issues, skin irritation, or long-term health problems. Effective airflow management significantly reduces direct exposure risks while supporting a safer workplace.
Key Operator Protection Features
- Negative pressure airflow systems to contain airborne particles.
- HEPA filtration for high-efficiency particle removal.
- Airflow balancing to reduce turbulence inside the booth.
- Protective barriers that minimize operator exposure.
- Continuous air circulation for cleaner working conditions.
High-Efficiency Filtration System
An effective weighing booth must include a reliable air filtration system. The filtration process removes airborne contaminants generated during weighing operations and ensures that clean air is continuously recirculated into the workspace.
HEPA filters are commonly used because they can capture extremely small particles with high efficiency. In industries requiring stricter contamination control, ULPA filters may also be used for even finer filtration performance.
The filtration system should support stable airflow velocity and consistent pressure conditions. Poor filtration performance may result in product contamination, unsafe working environments, and non-compliance with regulatory standards.
Benefits of Advanced Filtration
- Removes airborne dust and powder particles efficiently.
- Improves product purity and quality control.
- Supports compliance with GMP and cleanroom standards.
- Reduces contamination risks between production batches.
- Enhances operator safety during powder handling.
Controlled Airflow Management
Airflow control is one of the core technical functions of a weighing booth. Proper airflow design ensures that contaminants are continuously directed away from the operator and sensitive materials.
Laminar airflow systems are commonly used because they create smooth and uniform air movement. This reduces turbulence and prevents dust particles from circulating unpredictably inside the booth.
The booth should maintain balanced airflow velocity to achieve effective containment without disturbing lightweight powders during weighing operations. Excessively strong airflow may affect weighing accuracy, while insufficient airflow reduces contamination control effectiveness.
| Airflow Feature | Function | Operational Benefit |
| Laminar Airflow | Uniform air movement | Reduced particle turbulence |
| Negative Pressure | Prevents particle escape | Improved containment |
| Air Recirculation | Reuses filtered air | Energy savings |
| Exhaust System | Removes contaminated air | Cleaner environment |
| Velocity Monitoring | Maintains airflow balance | Stable performance |
Accurate Weighing Environment
Precision is essential during material weighing processes. Environmental instability can directly affect weighing accuracy, especially when handling lightweight powders or sensitive pharmaceutical ingredients.
A high-quality weighing booth should minimize airflow disturbances, vibration, temperature fluctuations, and static electricity. Stable environmental conditions help ensure reliable measurement performance and reduce the possibility of production errors.
The booth design should also provide sufficient working space for weighing equipment, containers, and operators without restricting movement. Ergonomic layout planning improves operational efficiency and reduces handling mistakes.
Factors That Improve Weighing Accuracy
- Stable airflow with minimal turbulence.
- Anti-vibration booth structure.
- Controlled humidity and temperature levels.
- Low static electricity generation.
- Proper lighting for accurate visual inspection.
Compliance With Industry Standards
Weighing booths used in pharmaceutical, biotechnology, and food industries must comply with strict regulatory standards. Good Manufacturing Practice standards, ISO cleanroom classifications, and occupational safety regulations all influence booth design and performance requirements.
The booth should provide documented airflow validation, filtration efficiency testing, and environmental monitoring capabilities. Regulatory compliance not only protects product quality but also supports successful audits and certification processes.
Materials used in booth construction should be easy to sanitize and resistant to corrosion. Stainless steel surfaces are commonly preferred because they meet hygiene requirements and simplify cleaning procedures.
Dust and Cross-Contamination Control
Cross-contamination prevention is a critical function in environments handling multiple ingredients or active compounds. A weighing booth must effectively isolate materials during weighing operations to prevent contamination between different production batches.
Dust containment systems help maintain product integrity and reduce cleaning requirements in surrounding areas. Efficient dust extraction improves overall facility cleanliness and lowers maintenance costs.
In pharmaceutical manufacturing, even small amounts of cross-contamination can compromise product safety and regulatory compliance. Therefore, modern weighing booths are designed with advanced containment systems and smooth internal surfaces that minimize powder accumulation.
Ergonomic and User-Friendly Design
A weighing booth should support comfortable and efficient operator interaction. Poor ergonomic design may reduce productivity and increase the risk of handling errors during weighing procedures.
Modern booths often include adjustable work surfaces, optimized lighting systems, and low-noise fan operation to improve working conditions. Transparent side panels and accessible control systems also help operators monitor processes more effectively.
Easy maintenance access is another important feature. Filters, fans, and internal surfaces should be accessible for routine cleaning and inspection without requiring extensive downtime.
Important Ergonomic Features
- Comfortable working height and spacious interior layout.
- Low operating noise levels.
- Energy-efficient LED lighting systems.
- Accessible filter replacement areas.
- Simple control panel operation.
Energy Efficiency and Sustainability
Industrial facilities increasingly prioritize energy efficiency and sustainable operation. A modern weighing booth should minimize energy consumption while maintaining reliable airflow and filtration performance.
Energy-saving fan motors, variable airflow controls, and air recirculation systems can significantly reduce operational costs. Efficient booth design also lowers HVAC system demands within the production facility.
Sustainable operation not only reduces long-term expenses but also supports environmental responsibility goals. Manufacturers often prefer systems that combine high performance with lower energy usage.
Monitoring and Automation Features
Advanced weighing booths increasingly include digital monitoring and automation capabilities. Real-time monitoring systems help operators maintain stable environmental conditions and quickly identify operational problems.
Airflow sensors, pressure monitoring devices, and filter status indicators improve system reliability and support preventive maintenance programs. Automated alarms can notify operators when airflow drops below acceptable levels or when filters require replacement.
Some modern booths also integrate with centralized production management systems for data tracking and process documentation. These features improve quality assurance and simplify compliance reporting.
Conclusion
A weighing booth plays a vital role in maintaining safe, clean, and accurate material handling operations across pharmaceutical, food, chemical, and laboratory industries. To function effectively, the booth must provide reliable containment, advanced filtration, stable airflow management, and accurate environmental control.
Additional features such as ergonomic design, dust containment, regulatory compliance support, energy efficiency, and digital monitoring systems further improve operational performance. A well-designed weighing booth not only protects operators and products but also enhances production efficiency and long-term reliability.
As industrial standards continue to evolve, weighing booths are becoming more advanced, automated, and energy efficient. Investing in a high-quality weighing booth helps manufacturers maintain product quality, workplace safety, and regulatory compliance while supporting modern production requirements.